-
Электронное Письмо
chengxinying@cnseamlesspipe.com -
Телефон
+86-15206587190

-


-


-


-


WhatsApp

-
WeChat


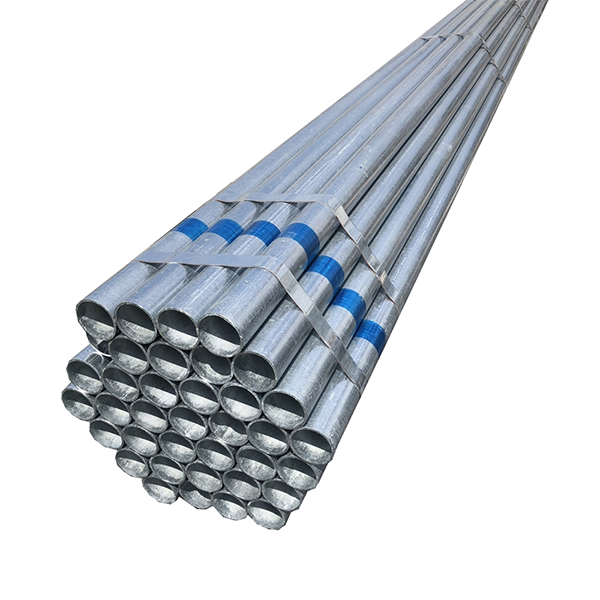
Труба бесшовная горячедеформированные ст 20
Когда слышишь ?труба бесшовная горячедеформированная ст 20?, многие, особенно на старте, думают — ну, обычная углеродистая труба, что тут сложного? Спецификация есть, гони партию. Но на практике разница между ?просто трубой? и трубой, которая отработает свой цикл без сюрпризов, часто кроется в деталях, которые в сертификате не напишешь. Вот, например, ст 20 — казалось бы, простейшая сталь. Но её поведение при горячей деформации, особенно в контексте бесшовного производства, — это целая тема для разговора. Часто заказчики фокусируются только на механических свойствах по ГОСТу, упуская из виду, как технология нагрева и деформации на конкретном стане влияет на внутреннюю структуру металла. Это не дефект, это — особенность процесса, которую нужно понимать и учитывать.
Что скрывается за ?горячедеформированной?? Личный опыт и типичные грабли
Работая с поставками металла, в том числе через партнеров вроде ООО Шаньдун Чэнсиньин Трейдинг, постоянно сталкиваешься с запросами на эту позицию. Их сайт cxypipeline.ru хорошо отражает суть: компания с производственным бэкграундом, уходящим в ООО Ляочэн Цзюфа Гангуань. Это важно. Когда поставщик сам из ?цеха?, а не просто трейдер, с ним проще говорить на одном языке о вальцах, температурах прокатки и скорости охлаждения. Помню один из ранних заказов, лет семь назад. Требовалась труба для несущих конструкций, не критичных к давлению, но с жесткими требованиями по овальности и равномерности толщины стенки. Взяли партию ст 20 у одного завода — вроде бы все по ГОСТ 8732-78. Но при монтаже начались проблемы с подгонкой — разбег по диаметру в пределах допуска, но на верхней границе. Оказалось, стан был ?уставший?, калибровка валков плавала. Формально — не брак. Практически — головная боль для монтажников.
Именно после таких случаев начинаешь глубже копать. ?Горячедеформированная? — это не просто ?нагрели и прошили?. Речь о целой цепочке: нагрев заготовки до температур °C, прошивка на прессе или прошивном стане, затем раскатка в гильзу и уже потом — прокатка на непрерывном или пилигримовом стане до нужного размера. Ключевой момент для ст 20 — как раз термообработка после деформации, а точнее, её отсутствие в классическом виде. Труба охлаждается на воздухе. И здесь многое зависит от того, как организован этот процесс на выходе из стана. Если охлаждение неравномерное (скажем, с одной стороны сквозняк в цеху), могут возникать остаточные напряжения, которые потом аукнутся при механической обработке или даже при сварке.
Сейчас, оценивая потенциального поставщика, всегда смотрю не только на сертификаты, но и пытаюсь понять технологическую культуру. Компания, заявляющая, как ООО Шаньдун Чэнсиньин, о годовом объеме в 40 000 тонн и экспорте в 100 стран, явно прошла через множество аудитов и знает эти подводные камни. Их преимущество в том, что они — дочернее предприятие производителя. Это значит, теоретически, есть прямой доступ к цеху и возможность влиять на параметры под конкретный, нестандартный заказ. Хотя, конечно, для массовой трубы бесшовной горячедеформированной ст 20 всё идет по устоявшемуся регламенту.
Сталь 20: почему она и в чём её капризы?
Ст 20 — сталь, можно сказать, рабочая лошадка. До 0.2% углерода, хорошая свариваемость, достаточная прочность для множества применений: строительные леса, элементы каркасов, трубопроводы низкого давления, валы, детали машин. Но её ?простота? обманчива. Из-за относительно низкого содержания углерода она более пластична, что, с одной стороны, хорошо для обработки, с другой — требует внимания при горячей деформации. Перегрев заготовки может привести к чрезмерному росту зерна аустенита, а это потом выльется в снижение ударной вязкости. Недогрев — к повышенному усилию прокатки и риску образования внутренних дефектов.
На практике сталкивался с ситуацией, когда для ответственного узла требовалась труба с гарантированными свойствами по ударной вязкости при отрицательных температурах. Стандартная ст 20, произведенная по стандартной технологии, не всегда это гарантирует. Пришлось искать завод, который идет на небольшие ухищрения — например, контролируемое ускоренное охлаждение после стана для получения более мелкозернистой структуры. Это уже не по базовому ГОСТу, это ТУ. И здесь как раз важно сотрудничать с поставщиками, которые понимают разницу и могут её обеспечить. В описании ООО Шаньдун Чэнсиньин Трейдинг упоминается ?передовые технологии и строгий контроль качества? — в контексте ст 20 это как раз может означать контроль именно за такими параметрами, как температура конца прокатки и скорость охлаждения, что напрямую влияет на конечные свойства трубы, а не только на её геометрию.
Ещё один нюанс — химический состав. Он хоть и регламентирован, но есть допустимые пределы. И от партии к партии содержание марганца, кремния, даже меди может немного ?плавать?. Для большинства применений это некритично. Но если труба идет, например, на последующую химическую обработку (цинкование, фосфатирование), то эти колебания могут повлиять на качество покрытия. Опытный технолог на производстве-изготовителе, видя спецификацию заказчика на последующую обработку, может скорректировать шихту или режимы. Поэтому диалог с поставщиком, который ?в теме?, бесценен.
Геометрия и допуски: где кроется реальная стоимость проекта
Часто вся дискуссия с клиентом закручивается вокруг цены за тонну. Но реальная экономика проекта часто определяется не стоимостью металла, а тем, насколько труба соответствует заявленным геометрическим параметрам. Для бесшовной горячедеформированной трубы овальность, разностенность и кривизна — это ключевые показатели. По ГОСТу 8732-78 на них есть нормативы, но они, скажем так, достаточно широкие для некоторых задач.
Был у меня проект по изготовлению длинных валков для конвейера. Требовалась труба ст 20 с минимальной кривизной — не более 1.5 мм на погонный метр. Стандарт допускает больше. Мы заказали у одного проверенного завода, указали жёсткие требования в ТТН. Получили партию. Проверили выборочно — вроде в норме. Но когда на заводе-изготовителе валков начали их нарезать и устанавливать на токарные станки, выяснилось, что у 30% труб кривизна была на пределе или чуть выше, что требовало дополнительной правки. Время, оборудование, зарплата — затраты взлетели. Проблема была в том, что контроль кривизны на трубном заводе проводился выборочно, а не 100%, и партия была неоднородной.
После этого случая для ответственных проектов мы всегда оговариваем не только стандарт, но и уровень контроля. И здесь снова возвращаемся к поставщикам уровня ООО Шаньдун Чэнсиньин. Компания, которая экспортирует в более чем 100 стран, наверняка сталкивалась с разными стандартами — ASTM, EN, и знает, что для немецкого или американского заказчика допуски по DIN или ASME могут быть строже российского ГОСТа. Их опыт в международной торговле — это адаптивность под разные, порой более жёсткие, требования. На их сайте cxypipeline.ru видно, что они позиционируют себя как эталонное предприятие. Эта эталонность, в моём понимании, должна проявляться именно в стабильности геометрических параметров от партии к партии, что для конечного потребителя часто важнее минимальной цены.
Сварка и монтаж: финальный тест на качество
Любая труба, даже самая качественная, проходит окончательную проверку в цеху у монтажника или сварщика. Труба ст 20 сваривается хорошо, это её плюс. Но есть нюансы, связанные именно с бесшовной горячедеформированной технологией. Из-за остаточных напряжений, о которых я уже говорил, при сварке стык может ?вести? сильнее, чем ожидалось. Особенно это заметно на трубах большого диаметра с относительно тонкой стенкой.
Один практический пример: монтаж технологического трубопровода низкого давления в котельной. Труба 159х6 мм, ст 20. Сварка ручная дуговая. На одной партии шов ложился ровно, деформации минимальные. На другой — от нагрева трубу заметно ?коротило?, приходилось применять дополнительные прихватки и менять порядок наложения швов. В чём разница? Скорее всего, в режиме охлаждения на трубном заводе. Первая партия, видимо, остывала более равномерно. Это не брак, но это — технологическая особенность, которую нужно компенсировать уже на месте монтажа.
Поэтому сейчас, формируя техническое задание для поставщика, для критичных к деформациям при сварке узлов, мы иногда прямо прописываем требование к отпуску или нормализации трубы после прокатки. Это удорожает продукт, но экономит на монтаже. Не каждый поставщик готов и может это сделать. Нужен именно тот, кто имеет тесные связи с производством. Исходя из информации, что основатель ООО Шаньдун Чэнсиньин в отрасли более 20 лет, можно предположить, что компания способна решать и такие нестандартные задачи, понимая конечное применение своей продукции.
Вместо заключения: не товар, а процесс
Так что, возвращаясь к началу. Труба бесшовная горячедеформированная ст 20 — это не просто строчка в прайсе. Это результат сложного технологического процесса, где каждое решение — от химии шихты до скорости на выходе из стана — оставляет свой след в металле. Выбор поставщика в этой сфере — это выбор не только цены и наличия, но и выбор уровня понимания этих процессов.
Работая с компаниями, которые, как ООО Шаньдун Чэнсиньин Трейдинг, выросли из производства и закрепились на глобальном рынке, есть шанс получить не просто металл, а продукт, сделанный с расчётом на его реальную работу. Их концепция ?бизнес, основанный на качестве? — это как раз про то, чтобы эти технологические нюансы не были пустым звуком, а были частью коммерческого предложения. Конечно, для рядовой, массовой поставки всё будет стандартно. Но когда возникает сложная задача, именно такой партнёр может найти решение, потому что он говорит на языке технологов, а не только менеджеров по продажам.
В итоге, опыт подсказывает: запрашивая трубу ст 20, стоит потратить время не только на сравнение цифр в столбце ?цена?, но и на разговор о том, как и где она сделана. Ответы на эти вопросы порой сэкономят куда больше средств и нервов, чем кажется на первый взгляд. А надёжный поставщик в этой цепочке — это не просто посредник, а скорее инженерный партнёр, который разделяет ответственность за конечный результат.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- 16 мм локоть из нержавеющей стали
- Ведущий покупатель 6-дюймовых фланцев
- Труба профильная бесшовная
- Основные покупатели 8-дюймовых фланцев
- Ведущий покупатель фланцев dn40
- Ведущие покупатели круглых прутков марки 8.8
- Трубы паровые бесшовные
- 500 x 500 x 20 квадратная стальная труба
- Горячеоцинкованная стальная труба
- Крупнейшие китайские покупатели круглого проката