-
Электронное Письмо
chengxinying@cnseamlesspipe.com -
Телефон
+86-15206587190

-


-


-


-


WhatsApp

-
WeChat


Продукция
















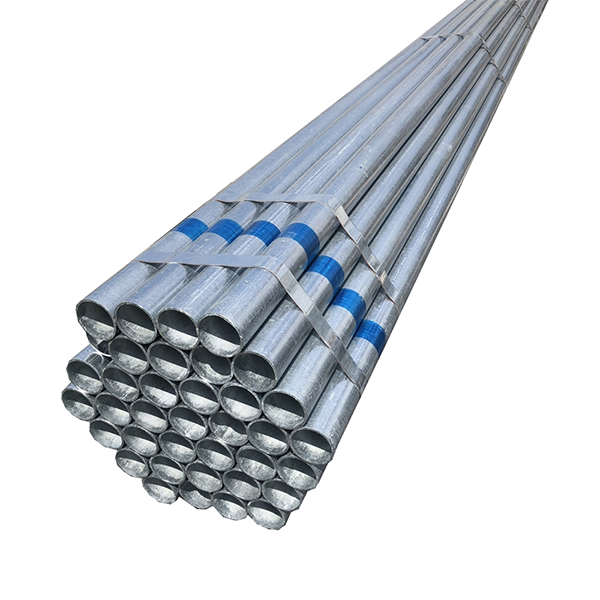
Труба бесшовная оцинкованная
Оцинкованные бесшовные трубы выполнены с точностью с внешним диаметром (ОД) от 10 до 500 мм, толщиной стен от 1 до 40 мм и стандартной длиной от 6 до 12 метров (доступны индивидуальные длины до 18 метров). Масса цинкового покрытия варьируется от 80 до 300 г/м² (по ASTM A53), обеспечивая защиту от коррозии в различных средах.
Описание
маркер
Оцинкованные бесшовные трубы
| Название продукта | Горячая окунка оцинкованная круглая стальная труба / труба GI предварительно оцинкованная стальная труба |
| Материал | A53(A,B), Q355B,St37, St42, St37-2, St35.4, St52.4 |
| Внешний диаметр | 13.7мм~508мм |
| Толщина стены | 1мм~12мм |
| Длина | 5.8м, 6м, 10м-12м, 12м или как фактические требования клиента |
| Стандартный | API 5L, ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 |
| Упаковка | 1. Большой OD: насыпкой
2. Малый OD: упакованный стальными полосами ткань 3. woven с 7 ламелями 4. Согласно требованиям клиентов |
| Концы труб | Простый конец / скосистый, защищенный пластиковыми крышками на обоих концах, разрезанный карьер, канавка, резьба и соединение,etc. |
Спецификации и параметры
Оцинкованные бесшовные трубы выполнены с точностью с внешним диаметром (ОД) от 10 до 500 мм, толщиной стен от 1 до 40 мм и стандартной длиной от 6 до 12 метров (доступны индивидуальные длины до 18 метров). Масса цинкового покрытия варьируется от 80 до 300 г/м² (по ASTM A53), обеспечивая защиту от коррозии в различных средах. Размерные допуски придерживаются ±0,5% ОД и ±8% толщины стенки, в то время как грубость внутренней поверхности поддерживается на уровне Ra ≤ 6,3 мкм для минимизации трения жидкости. Эти трубы доступны в горяче оцинкованном (HDG) и электроцинкованном (EG) покрытии, при этом HDG предлагает более толстые покрытия (40-100 мкм) для суровых условий.
Особенности и приложения
Эти трубы сочетают в себе конструктивную целостность бесшовной конструкции с надежной коррозионной устойчивостью, что делает их идеальными для высокого давления и коррозионных сред.Варианты горячего оцинкования широко используются в системах водоснабжения, корпусах нефтегазовых скважин и промышленном химическом транспорте, где ожидается длительное воздействие влаги или агрессивных сред. Электрооцинкованные трубы с более тонкими, но равномерными слоями цинка (5-15 мкм) предпочтительны для точных гидравлических систем, сетей сжатого воздуха и автомобильных тормозных линий, требующих гладких внутренних поверхностей. Специальные приложения включают санитарные фармацевтические газопроводы (электрополированные интерьеры) и системы охлаждения моря (покрытия из цинково-алюминиевых сплавов).
Сценарии использования
1. Нефть и газ: подземные трубки в кислых газовых скважинах (в соответствии с NACE MR0175), линии впрыска для CO₂-Усиление восстановления нефти.
2. Инфраструктура: противопожарные системы в высотных зданиях, геотермальные отопление.
3. Производство: пневматические линии управления в робототехнике, распределение растворителей в красочных цехах.
4. Возобновляемая энергия: гидравлические системы в ветровых турбинах, трубопроводы для переработки биотоплива.
Состав материала
Базовые материалы включают углеродную сталь (ASTM A106 Gr. B), сплавленные стали (ST52.4) и нержавеющую сталь (304/316L) с пассивацией после оцинкования. Для экстремальных условий трубы из дуплексной нержавеющей стали (2205) оцинкованы цинково-никельовыми покрытиями, чтобы сопротивляться проникновению в условиях, богатых хлоридом. Высокотемпературные варианты используют хромомолибденовую сталь ASTM A335 P11/P22 с термодиффузионными покрытиями цинка.
Производственный процесс
Формирование бесшовной трубы: стальные шпильки нагреваются до 1200-1300 ° C и пробиваются через ротационную пробивающую мельницу, за которой следует удлинение через мельницу с мандрилем или прокатку. Холодное рисование уменьшает размеры для точных приложений.
Подготовка поверхности: трубы подвергаются щелочному обезжирению, кислотному маринованию (HCl / H)₂SO₄),и флюксинг (ZnCl)₂/NH₄Cl) для удаления оксидов и обеспечения адгезии цинка.
Цинковка:
метод горячего погружения: погружение в плавленные цинковые ванны при температуре 445-465 ° C с толщиной покрытия, контролируемой воздушными ножами.
Электрооцинковка: электролитическое осаждение в ваннах сульфата цинка (рН 1-2) при плотности тока 10-50 А/дм².
Последующая обработка: гашение в растворе дихромата натрия для пассивации, за которым следует гидростатическое испытание (1,5 × рабочее давление) и проверка вихревого тока на дефекты.
Упаковка и транспортировка
Трубы заполняются азотовым газом, чтобы предотвратить внутреннее окисление, и запечатаны безхлоридными концами ПВХ. Пакеты обернуты в пленку VCI (Ингибитор летливой коррозии) и закреплены на армированных деревянных поддонах с помощью стальных ремней.
Сертификаты
Стандарты качества: ASTM A53/A106 (применение под давлением), EN 10210 (конструктивное использование), ISO 9001 (соответствие производству).
связаться с нами
Сопутствующие популярные продукты

Полиуретановая изоляционная труба
Полиуретановая изоляционная труба – это изоляционный слой трубы из полиуретанового пеноматериала, обычно состоящий из трех слоев: внутренней стальной трубы, среднего полиуретанового изоляционного слоя и внешней защитной оболочки. Полиуретановая пена является полимерным материалом с низкой теплопроводностью, высокой закрытой пористостью и другими характеристиками, которые могут эффективно изолировать теплопередачу.

Трубка специальной формы
Специально оформленные стальные трубы, также известные как профильные трубы, представляют собой полые конструкции без кругового поперечного сечения, предназначенные для специализированных приложений. Общие профили включают квадратные, прямоугольные, овальные, шестиугольные и индивидуальные геометрии. Размеры варьируются от 10 мм х 10 мм (квадратный) до 500 мм х 300 мм (прямоугольный), с толщиной стен от 1,5 мм до 25 мм.

Оцинкованный лист
Оцинкованные стальные листы производятся толщиной от 0,3 мм до 6,0 мм, шириной от 600 до 2000 мм и длиной до 12 метров. Масса цинкового покрытия варьируется от 30 до 275 г/м² (классифицируется как Z30–Z275 согласно EN 10346) со стандартными допусками ±0,05 мм по толщине и ±2 мм по ширине. Поверхностные структуры включают в себя регулярные блестки, минимизированные блестки или гладкие покрытия из цинково-железного сплава (GA).

Котельные трубы
Котельные трубы производятся во внешних диаметрах (ОД) 10-200 мм, толщине стенок 1-20 мм и длине 6-12 метров. Высокотемпературные классы (например, SA-213 T22) выдерживают постоянное давление до 3000 PSI при 600 ° C, придерживаясь стандартов ASME SA-192 или EN 10216-2. Безшовные варианты доминируют для давлений, превышающих 150 бар.

Высокопрочные отливки
Отливки из высокопрочной легированной стали обладают превосходными механическими свойствами и подходят для тяжелого машиностроения, например, для тяжелой промышленности и энергетического оборудования.

Отливки из специальных легированных сталей
Изготовленные на заказ отливки из специальной легированной стали обладают такими характеристиками, как высокая прочность, устойчивость к высоким температурам, коррозионная стойкость, износостойкость, устойчивость к низким температурам или радиационная стойкость, что делает их пригодными для различного промышленного оборудования.

Труба бесшовная низкотемпературная
Параметры спецификации: эти трубы спроектированы с учетом строгих размерных допусков в соответствии со стандартами, такими как ASTM A333/A334, ASME SA333/SA334 или EN 10216-4.Общие размеры варьируются от 1/8″ до 24″ NPS, с толщинами стен, определенными по графику (например, SCH 40, 80, XXS). Ключевые параметры включают конструкционную температуру, обычно до -50 ° C (-58 ° F), с конкретными классами, сертифицированными для экстремальных минимумов, таких как -101 ° C (-150 ° F) и -196 ° C (-321 ° F).

3ПЭ
Трубы с покрытием 3PE предназначены для диаметров DN50 до DN1600 (2 “-64”), с трехслойной системой покрытия общей толщиной 1,8-3,7 мм: 1. Fusion-Bonded Epoxy (FBE): химически устойчивый базовый слой 250-500 мкм. 2. Кополимерный клей: 170-250 мкм промежуточный слой для связывания. 3. Полиэтилен высокой плотности (HDPE): 1,5-3 мм внешний щит от механических повреждений.

Круглая сталь
Стальные круглые пруты являются твердыми, цилиндрическими металлическими прутниками с диаметрами, обычно варьирующимися от 5 мм до 600 мм. Стандартные длины варьируются между 6 м и 12 м, хотя доступны заказные длины. Уровни допустимости диаметра и прямости соответствуют международным стандартам, таким как ASTM A36, DIN 6935 и JIS G3101.

3PE антикоррозионные стальные трубы
Безшовные трубы с покрытием 3PE (3-слойный полиэтилен), как правило, соответствуют API 5L, ASTM A106 / A53 или эквивалентным стандартам для базовой трубы.Общие размеры варьируются от NPS 1/2″ до 24″, с толщиной стен, определенной по графику или размерным стандартам.

Бесшовная квадратная труба
Бесшовные квадратные трубы изготавливаются с высокой точностью, их внешние размеры составляют от 15×15 мм до 300×300 мм, толщина стенки — от 2 до 40 мм, длина — до 12 метров. Допуски соответствуют ASTM A106 Gr. B (±0,8% по ширине, ±8% по толщине стенки). Шероховатость внутренней поверхности достигает Ra ≤ 12,5 мкм, что подходит для гидравлических применений.

Масляный кожух
Трубы с маслянным корпусом соответствуют строгим спецификациям API 5CT, со стандартными размерами OD от 114,3 мм (4½ “) до 508 мм (20 “) и толщиной стен от 5 до 16 мм.

Износостойкая пластина
Устойчивые пластины производятся толщиной 3-120 мм, шириной до 3500 мм и длиной 6-18 метров. Уровни твердости варьируются от HB 400 до HB 600 (шкала Бринелла), при этом значения устойчивости к удару превышают 40 J при -20°C (по EN 10045). Стандартные классы включают AR400, AR500 и Hardox 450, придерживающиеся ASTM A514 или DIN EN 10025-5.Шоробость поверхности контролируется до Ra ≤ 12,5 мкм для минимизации трения.

Редуктор
Редукторы соответствуют ASME B16.9 и DIN 2616, доступны в концентрических/эксцентрических типах.Соотношение перехода размера распространяется от 1:1,5 до 1:4, при этом конечные препараты включают скосие, канавки или фланцы.
Оцинкованная сварная труба
Оцинкованные стальные трубы представляют собой полые цилиндрические трубы с защитным цинковым покрытием, доступные в номинальных диаметрах от ½ дюйма (15 мм) до 24 дюймов (600 мм). Толщина стен варьируется от 1,6 мм (таблица 10) до 12,7 мм (таблица 80), придерживаясь таких стандартов, как ASTM A53, BS 1387 и JIS G3442. Стандартные длины 6м или 12м, с заказными разрезами по запросу.

Коррозионностойкие отливки
Изготовленные на заказ отливки из коррозионно-стойкой стали подходят для экстремальных промышленных условий, обеспечивая высокую надежность и долговечность, и широко используются в тяжелом оборудовании.